大家好呀,这期给大家介绍分切的内容~[奋斗]
上期介绍了辊压的内容,锂离子电池极片经过浆料涂敷、干燥和辊压之后,形成集流体及两面涂层的三层复合结构。然后根据电池设计结构和规格,我们需要再对极片进行裁切,极片根据设计宽度进行分条,形成符合工艺宽度的极卷,以便进行后期的卷绕制作电芯。
分切也叫分条。圆盘分切刀主要有上、下圆盘刀装在分切机的刀轴上,利用滚剪原理来分切厚度为0.01-0.1毫米成卷的铝箔、铜箔、正负极极片等。分条后的极片不能出现褶皱、脱粉,要求分条尺寸精度高等。同时极片边缘的毛刺小,否则在毛刺上会产生织晶刺破隔膜,造成电池内部的短路。
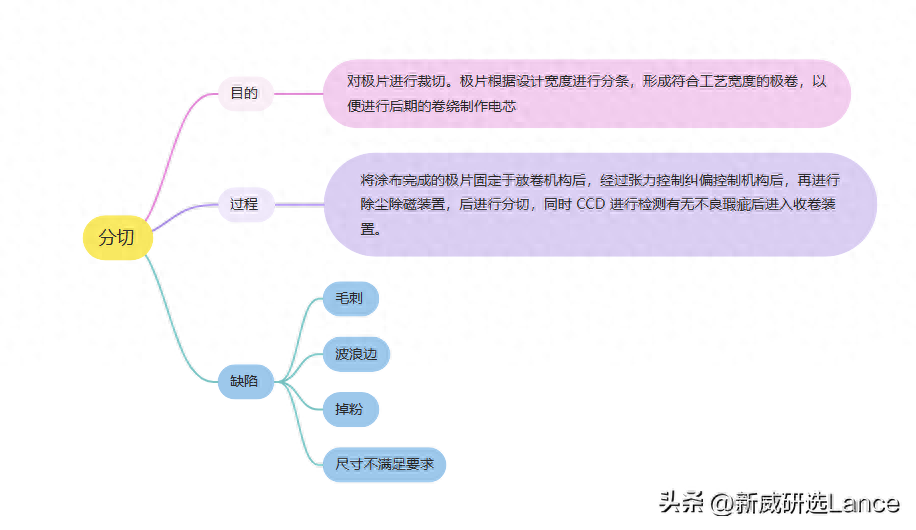
极片分切的主要目的主要目的就是对极片进行裁切,以便进行后期的卷绕制作电芯。
极片分切的主要过程分切过程是将涂布完成的极片固定于放卷机构后,经过张力控制纠偏控制机构后,再进行除尘除磁装置,后进行分切,同时CCD进行检测有无不良瑕疵后进入收卷装置。
极片分切的主要缺陷①毛刺:特别是金属毛刺对锂电池的危害巨大,尺寸较大的金属毛刺直接刺穿隔膜,导致正负极之间短路。而极片分切工艺是锂离子电池制造工艺中毛刺产生的主要过程。极片在分切时由于张力控制不稳定,导致二次切削形成箔材毛刺,尺寸达到100微米以上。为了避免这种情况出现,调刀时根据极片的性质和厚度找到最合适的侧向压力和刀具重叠量是最关键的,另外通过还可以切刀倒角、收放卷张力来改善极片边缘品质。
②波浪边:极片分切时,由于切刀重叠量和压力不合适,会形成波浪边和切口涂层脱落。出现波浪边时,极片分切和卷绕时会出现边缘纠偏抖动,从而引起工艺精度。另外对电池最终的厚度和形貌也会出现不良影响。
③掉粉:极片出现掉粉会影响电池性能。正极掉粉时电池容量减小,而负极掉粉时出现负极无法包裹住正极的情形,容易造成析锂,主要都是通过寻找合适的调刀参数来解决。
④尺寸不满足要求:极片分切机是按电池规格对经过辊压的电池极片进行分切,要求分切极片尺寸精度高等,卷绕电池设计时,隔膜要包裹住负极,避免正负极片之间直接接触形成短路。负极要包裹住正极,避免充电时正极的锂离子没有负极活物质接纳,出现析锂。一般地,负极和隔膜,负极和正极的尺寸差为2-3毫米,而且随着比能量要求提高,这个尺寸差还不断减小,因此极片尺寸精度要求越来越高,否则电池会出现严重的品质问题。